Tempered glass is made by heating standard annealed glass to approximately 620°C and then rapidly cooling it with high-pressure air to create permanent surface compression. Standard glass is dangerously fragile, shattering into sharp shards that threaten your safety and increase project liability. You need a high-performance solution that resists impact and thermal stress without compromising optical clarity. By choosing professional tempered glass manufacturing, you obtain a product four times stronger that breaks into safe, blunt granules.
What is the first step in tempered glass manufacturing?
The process begins with a rigorous inspection and selection of the base annealed glass to identify any structural imperfections. High-quality tempered glass manufacturing depends on starting with material that is free from bubbles, inclusions, or deep scratches. If these flaws are not caught early, the internal stresses generated during the tempering cycle will cause the glass to explode inside the furnace. You must verify that the raw material meets engineering-grade standards before any heat is applied.
Is inspection critical for your project?
Think about it: you need a perfect surface to ensure the safety of your final installation. The fact is, the inspection phase involves several meticulous checks:
- Manual scans detect surface scratches.
- Automated lasers find internal inclusions.
- Thickness tolerance is measured for uniformity.
Manual vetting prevents costly project delays and ensures that the final product does not have visual distortions.
Key Takeaway: Precision inspection is the mandatory foundation of structural integrity in safety glass production.
| Phase | Metric | Goal |
|---|---|---|
| Visual Scan | 100% Surface Coverage | Zero Scratches |
| Material Vetting | Internal Purity | No Inclusions |
The initial vetting stage determines the ultimate success of the tempering cycle by removing defective glass from the line.
Does glass type impact tempered glass manufacturing?

Raw material selection directly impacts the clarity, thermal resistance, and overall strength of the finished architectural pane. In tempered glass manufacturing, the chemical composition of the silica sand and stabilizers dictates how the glass expands when heated. Low-quality materials can lead to inconsistent stress patterns, reducing the safety rating of the glass in commercial applications. You have the flexibility to select from various tints and coatings that are compatible with the tempering process.
Can you choose specific glass compositions?
Believe it or not, the purity of the minerals used determines whether the glass remains perfectly flat or develops distortions. Check this out for your next design:
- Low-iron glass maximizes light transmission.
- Tinted glass reduces solar heat gain.
- Coated glass provides energy efficiency.
Choosing the correct base material is the most important decision for meeting specific sound or thermal insulation requirements.
Key Takeaway: Engineering-grade raw materials ensure consistent performance across large-scale architectural facades.
| Material Type | Primary Benefit | Application |
|---|---|---|
| Clear Float | High Availability | Standard Safety Glass |
| Low-Iron | Maximum Clarity | High-End Retail |
Raw material purity ensures that your architectural projects maintain a high-end appearance and structural longevity.
Is cutting critical for tempered glass manufacturing?

Cutting is the most vital pre-fabrication step because tempered glass cannot be resized or modified once it has been heat-treated. During tempered glass manufacturing, you must finalize all dimensions, notches, and holes while the glass is still in its annealed state. Any attempt to score, drill, or grind the glass after tempering will penetrate the surface compression layer and cause the entire sheet to disintegrate. You must ensure that your blueprints are 100% accurate before the glass enters the tempering furnace.
Should you finalize designs before production?
Let’s face it: any post-production adjustment is physically impossible and requires a complete remake. You need to verify these items:
- Holes must be drilled with precision bits.
- Edges must be polished to remove micro-cracks.
- Corner radii must be shaped for hardware fit.
Total accuracy in the cutting phase eliminates project waste and ensures a seamless fit during site installation.
Key Takeaway: Post-tempering modifications are prohibited, making blueprint validation a non-negotiable step for contractors.
| Fabrication Task | Timing | Error Consequence |
|---|---|---|
| Sizing | Pre-Furnace | Total Shatter (If Post) |
| Hole Drilling | Pre-Furnace | Structural Failure (If Post) |
Finalizing hardware specifications early is the only way to avoid the total loss of finished glass panels.
How does cleaning help tempered glass manufacturing?

Cleaning involves passing the glass through high-pressure horizontal washers to eliminate all surface contaminants and residues. Effective tempered glass manufacturing requires a surgically clean surface to prevent oils, fingerprints, or dust from baking permanently into the glass at high temperatures. If debris remains on the glass during the heating phase, it can cause pitting or permanent visual haze that ruins the aesthetic finish. You rely on industrial cleaning to ensure that your glass panels remain crystal clear and free from manufacturing artifacts.
Is surface purity important for your aesthetic?
The fact is, even a single greasy fingerprint can leave a permanent “ghost” mark once the glass is exposed to furnace temperatures. You should expect these standards:
- Deionized water prevents mineral spotting.
- High-pressure brushes remove industrial oils.
- Air knives dry the glass without leaving streaks.
Automated cleaning systems preserve the optical quality of the glass and reduce the risk of thermal breakage.
Key Takeaway: Automated cleaning systems preserve the optical quality of the glass and reduce the risk of thermal breakage.
| Cleaning Tool | Function | Result |
|---|---|---|
| High-Pressure Jets | Debris Removal | Pristine Surface |
| Deionized Water | Spot Prevention | Optical Clarity |
Purity during the wash cycle is essential for maintaining the high-end appearance required for modern architectural glass.
What heat is used in tempered glass manufacturing?
The glass is heated to approximately 620°C (1,148°F) inside a horizontal roller furnace until it reaches its transition point. This phase of tempered glass manufacturing brings the glass to a plastic-like state where its internal molecules can be realigned for maximum strength. Precise temperature control is required to soften the material enough for tempering without causing it to melt or sag over the ceramic rollers. You gain a product with immense thermal stability that can withstand significant temperature fluctuations without cracking.
How do high temperatures benefit you?
Wait, there’s more: this heat treatment creates the internal energy potential needed to produce the signature safe break pattern. Look at how we manage the heat:
- Consistent heating prevents warping.
- Targeted temperatures ensure molecular shifts.
- Automated sensors maintain 1°C precision.
Thermal precision ensures that every pane has the internal tension required to meet global safety certifications.
Key Takeaway: Reaching the exact glass transition temperature is the technical key to unlocking 400% higher impact resistance.
| Temperature Zone | Level | Purpose |
|---|---|---|
| Pre-Heat | 400°C | Prevent Thermal Shock |
| Full Temper | 620°C | Soften Molecular Bond |
Reaching the optimal temperature is a critical milestone that defines the strength of the final safety glass.
How does quenching end tempered glass manufacturing?

Quenching completes the process by rapidly cooling the exterior of the glass to lock in high surface compression. This specific stage of tempered glass manufacturing uses high-pressure air blasts to cool the outer layers while the core remains hot. If the cooling is not rapid enough, the glass will not achieve the necessary structural tension required for safety certification. You rely on this thermal shock to pull the interior of the glass inward as it eventually cools.
Does rapid cooling improve safety?
Think about it: this balance is what prevents the formation of long, dangerous shards during a failure. You need to understand the mechanics of quenching:
- High-pressure nozzles target both sides simultaneously.
- Air volume is adjusted based on glass thickness.
- The “frozen” surface layer resists impact forces.
The bottom line is that without precise quenching, your glass is just standard annealed material with no added strength.
Key Takeaway: Quenching is the “moment of truth” where the glass transforms from a fragile sheet into a high-strength safety component.
| Quenching Variable | Technical Requirement | Performance Impact |
|---|---|---|
| Air Pressure | High PSI (Adjustable) | Surface Compression Depth |
| Cooling Speed | Near-Instantaneous | Fragmentation Density |
The synchronization of air jets ensures that the glass maintains its flatness while achieving the required surface stress.
Why is stress key to tempered glass manufacturing?
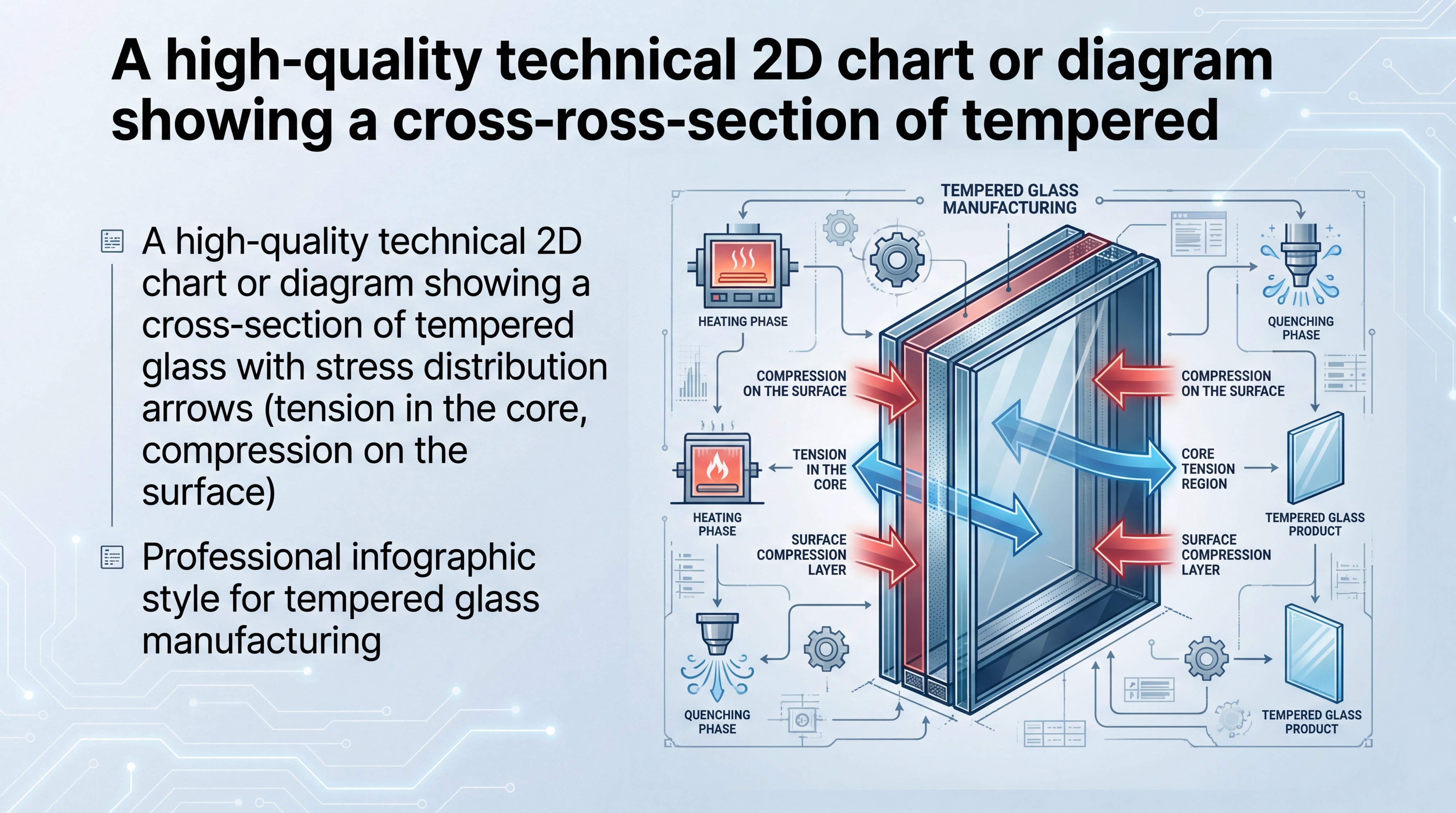
Stress distribution is the fundamental physical property that gives the glass its superior impact resistance and safety characteristics. In tempered glass manufacturing, engineers must carefully manage the ratio between surface compression and center tension to meet ASTM standards. Without this internal energy, the glass would lose its ability to withstand heavy wind loads or thermal shocks in commercial buildings. You can visualize this as a protective envelope that shields the core from developing deep cracks.
What is the tension-compression balance?
Believe it or not, if the balance is off by even a small percentage, the glass may spontaneously break. Look at how the stress works for you:
- Outer layers are in a state of high compression.
- The center core remains in a state of compensating tension.
- This “pre-stressed” condition offsets external load forces.
Properly distributed stress ensures that any break results in small, harmless pieces rather than large, jagged fragments.
Key Takeaway: Internal stress is not a defect but a calculated engineering feature that provides the glass with its “muscle.”
| Stress Type | Location | Function |
|---|---|---|
| Compressive | Surface/Edges | Resists Impact and Scratches |
| Tensile | Center Core | Provides Structural Rigidity |
Engineering the internal stress of the glass is what transforms it from a brittle sheet into a structural asset.
Do tests validate tempered glass manufacturing?

Safety tests validate the process by physically breaking sample panes to ensure they meet “safe-break” fragmentation standards. During tempered glass manufacturing, a punch test is performed to verify that the glass shatters into a specific number of small granules. This ensures that in the event of an accident, the risk of life-threatening lacerations to occupants is virtually eliminated. You need to see a “dice-like” fragmentation pattern rather than long “splinters” to confirm the glass is safe.
Why is the break pattern important?
Check this out: a successful fragmentation test is the only way to legally label a product as “Safety Glass.” You can trust the results of these tests:
- Fragments must be blunt and relatively square.
- A minimum particle count is required per 50mm square.
- No single fragment should exceed a maximum length.
Consistency in the break pattern confirms that the manufacturing parameters are stable across the entire production run.
Key Takeaway: Mandatory fragmentation testing is your insurance policy against liability and architectural failure in the field.
| Test Parameter | Standard Goal | Safety Result |
|---|---|---|
| Particle Count | >40 pieces per 50x50mm | Reduced Cutting Risk |
| Fragment Shape | Blunt/Cuboid | Minimum Laceration Hazard |
Safety validation through testing ensures that every pane of glass meets the highest international safety codes.
Does edging improve tempered glass manufacturing?

Edging improves the process by removing micro-fissures and creating a smooth perimeter that prevents thermal breakage during heating. In tempered glass manufacturing, smooth edges are essential for the glass to withstand the extreme temperature shifts in the furnace. Rough or jagged edges create stress concentrations that lead to catastrophic failure during the thermal transition. You gain a safer product that is easier to handle and more resistant to edge chipping.
Why polish the edges before heating?
The fact is, unpolished edges act as “stress risers” that can trigger an explosion inside the tempering furnace. You benefit from these edging features:
- C-edges provide a rounded, decorative finish.
- Flat polished edges are ideal for exposed applications.
- Arris edges remove sharpness for safe industrial handling.
Polishing the edges ensures that the glass can expand and contract uniformly without cracking at the boundaries.
Key Takeaway: Edge polishing is a critical insurance step that prevents spontaneous breakage during and after the tempering process.
| Edge Type | Best Use Case | Handling Safety |
|---|---|---|
| Flat Polished | Exposed Glass Railings | High |
| Seamed/Arris | Framed Windows | Medium |
Precision edging is the final touch of fabrication that prepares the glass for its high-strength thermal transformation.
How is shipping handled in tempered glass manufacturing?

Shipping is handled using specialized heavy-duty wooden crates and shock-absorbing separators to prevent transit damage. In tempered glass manufacturing, the final stage is just as important as the first because even “unbreakable” glass can chip at the edges. Proper crating ensures that the glass arrives at your job site in pristine condition, ready for immediate installation without delays. You benefit from vertical packing methods and high-density foam buffers between every individual pane.
Is breakage risk managed during transit?
Let’s face it: the strongest glass in the world is useless if a forklift driver accidentally chips a corner. You can rely on our logistics standards:
- Fumigated wooden crates meet international export rules.
- Steel banding secures the load against movement.
- Foam interleaving absorbs impacts between sheets.
Professional logistics and crating are the final safeguards that ensure factory-quality glass reaches its destination safely.
Key Takeaway: Professional logistics and crating are the final safeguards that ensure factory-quality glass reaches its destination.
| Logistics Component | Protective Feature | Benefit |
|---|---|---|
| A-Frame Crating | Vertical Alignment | Prevents Surface Scratches |
| Foam Interleaving | Impact Absorption | Eliminates Edge Chipping |
Meticulous attention to shipping completes the manufacturing lifecycle by protecting your investment until it is installed.
Precision Engineering for Your Safety
The manufacturing of tempered glass is a complex journey from raw material selection to high-pressure thermal engineering. We solve the common problems of fragility and structural liability by transforming standard glass into a high-performance safety asset. Our brand vision is built on uncompromising precision, ensuring that every pane we produce meets the most rigorous international standards for strength and clarity. Whether you are designing a high-rise facade or a luxury interior, we provide the durability you need to build with confidence.
Don’t leave your project’s safety to chance—contact us today for expert guidance and premium glass solutions.
Frequently Asked Questions
Can I cut tempered glass if it is too big for my frame?
No, it is physically impossible to cut tempered glass. Any attempt to score or cut the surface will release the internal tension and cause the entire pane to shatter into small granules.
What’s the best way to tell if glass is tempered?
Look for the permanent “bug” or watermark in the corner of the pane. This etched label contains the manufacturer’s name and the safety standard it meets, such as ASTM C1048.
How do I know if my glass has “roller wave” distortion?
View the glass from a shallow angle toward a reflection. If the straight lines of the reflection appear to ripple or wave, the glass was likely overheated or moved too slowly over the furnace rollers.
Can I drill a hole for a new handle in a tempered door?
Absolutely not, as drilling will penetrate the compression layer. All holes must be drilled during the fabrication stage before the glass undergoes the tempering process.
What’s the best way to clean tempered glass on a job site?
Use only clean water and a mild detergent with a soft microfiber cloth. Avoid using metal scrapers or abrasive pads, as these can catch on microscopic particles and cause permanent scratches.